
 En
En
Paano Gumagana ang Wet Wire Drawing Machine at Ano ang Dapat Mong Hanapin Kapag Bumili ng Isa?
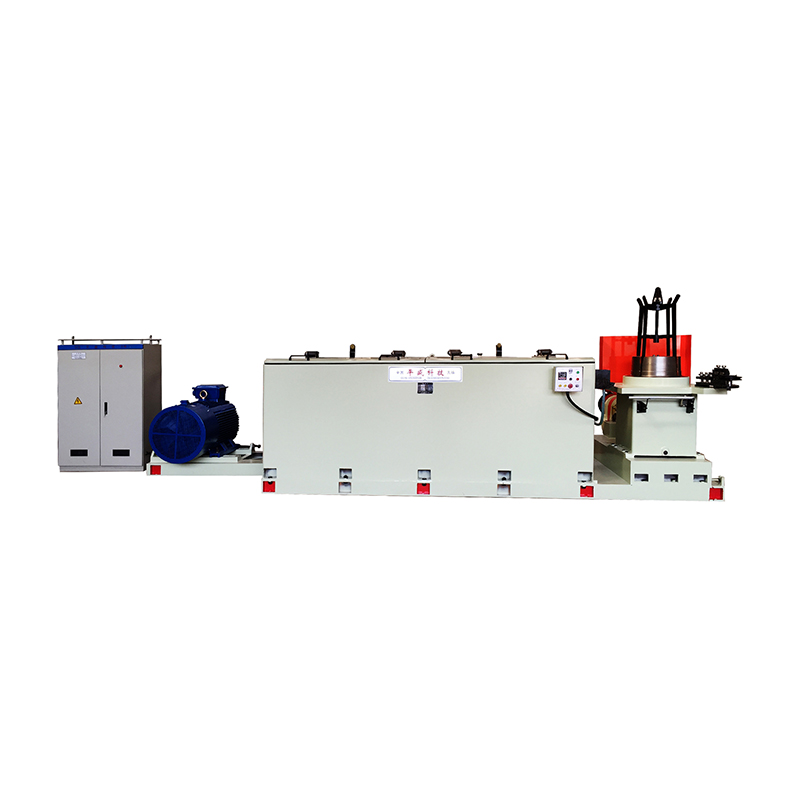
Ano ang Wet Wire Drawing Machine
A wet wire drawing machine ay isang makinang pang-industriya na nagpapababa sa diameter ng metal wire sa pamamagitan ng paghila nito sa isang serye ng unti-unting mas maliliit na dies habang ang wire at dies ay nananatiling ganap na nakalubog sa isang likidong coolant at lubricant, karaniwang isang water based emulsion. Ang tuluy-tuloy na paglulubog na ito ay nakikilala ang wet drawing mula sa dry drawing, kung saan ang lubricant ay inilalapat bilang isang pulbos o manipis na patong sa halip na isang nagpapalipat-lipat na likidong paliguan. Ang nakalubog na kapaligiran ay nagbibigay-daan para sa mas epektibong pagkawala ng init sa panahon ng proseso ng pagguhit, na nagiging lalong mahalaga kapag nagtatrabaho sa fine gauge wire o high speed na mga linya ng produksyon kung saan ang friction ay nagdudulot ng malaking init.
Ang mga wet wire drawing machine ay malawakang ginagamit sa paggawa ng fine at medium gauge wire para sa mga application tulad ng mga electrical conductor, fasteners, springs, at mesh na mga produkto, kung saan ang pare-parehong diameter, makinis na surface finish, at minimal na work hardening ay mahalagang mga kinakailangan sa kalidad.
Paano Gumagana ang Basang Guhit Process
Sa panahon ng wet wire drawing, isang coil ng wire ang pumapasok sa makina at hinihila sa isang sequence ng mga dies na naka-mount sa isang hilera, bawat isa ay may unti-unting mas maliit na opening kaysa sa huli. Habang dumadaan ang wire sa bawat die, bumababa ang diameter nito habang proporsyonal na tumataas ang haba nito, at nakakakuha ng tensile strength ang wire sa pamamagitan ng malamig na epekto ng proseso ng pagguhit. Sa pagitan ng bawat die, ang wire ay naglalakbay sa paligid ng isang capstan, na isang umiikot na drum na naglalapat ng tensyon sa paghila na kinakailangan upang iguhit ang wire sa susunod na die sa pagkakasunud-sunod.
Sa buong prosesong ito, ang buong seksyon ng pagguhit ay nananatiling nakalubog sa o patuloy na binabaha ng isang coolant lubricant solution, na nagsisilbi sa dalawang kritikal na function: pagbabawas ng friction sa pagitan ng wire at die surface upang mabawasan ang pagkasira, at dalhin ang init na nalilikha ng proseso ng pagguhit upang maiwasan ang overheating na maaaring magpababa sa kalidad ng wire o makapinsala sa mga dies. Ang coolant ay karaniwang sinasala at patuloy na nire-recirculate upang mapanatili ang pare-parehong kalidad ng pagpapadulas sa buong produksyon.
Wet Drawing vs Dry Drawing
Pumipili ang mga tagagawa sa pagitan ng basa at tuyo na mga paraan ng pagguhit batay sa wire gauge, bilis ng produksyon, at nais na tapusin sa ibabaw. Inihahambing ng talahanayan sa ibaba ang dalawang diskarte.
| Salik | Wet Drawing | Dry Drawing |
| Karaniwang Wire Gauge | Fine hanggang medium gauge | Katamtaman hanggang mabigat na sukat |
| Pamamahala ng init | Napakahusay, tuluy-tuloy na paglamig ng likido | Limitado, umaasa sa paglamig ng hangin sa pagitan ng mga pass |
| Bilis ng Produksyon | Mataas, angkop para sa mabilis na multi-die na mga linya | Moderate, kadalasang ginagamit para sa single pass o low speed run |
| Ibabaw ng Tapos | Makinis, pare-parehong pagtatapos | Medyo magaspang, depende sa uri ng pampadulas |
| Pangangailangan sa Pagpapanatili | Nangangailangan ng pagsasala ng coolant at pagpapanatili ng tangke | Mas simpleng sistema ng aplikasyon ng pampadulas |
Karaniwang pinapaboran ang mga wet drawing machine para sa mataas na bilis, mataas na volume na produksyon ng mas pinong wire gauge kung saan ang kalidad ng ibabaw at pare-parehong pagkontrol sa init ang mga pangunahing priyoridad, habang ang dry drawing ay nananatiling karaniwan para sa mas mabibigat na gauge wire o mas mababang volume na operasyon.
Mga Pangunahing Bahagi ng Wet Wire Drawing Machine
Ang pag-unawa sa mga pangunahing bahagi ng isang wet wire drawing machine ay nakakatulong sa mga operator at mamimili na suriin ang mga opsyon sa kagamitan at i-troubleshoot ang mga isyu sa performance. Karaniwang kinabibilangan ng mga pangunahing bahagi ang sumusunod.
- Isang wire payoff o uncoiling unit na nagpapakain ng hilaw na wire sa makina sa isang kontroladong tensyon
- Isang serye ng mga dies, na kadalasang gawa sa tungsten carbide o polycrystalline na brilyante, na unti-unting binabawasan ang diameter ng wire
- Ang mga capstans o drawing drum na nakaposisyon sa pagitan ng mga dies upang ilapat ang pag-igting ng paghila at maipon ang nahugot na kawad
- Isang sistema ng sirkulasyon ng coolant, kabilang ang isang tangke, bomba, at yunit ng pagsasala, upang mapanatili ang kalidad at temperatura ng pampadulas
- Isang take-up o spooling unit na pinapaikot ang natapos na wire sa mga reel o bobbins para sa imbakan at pagpapadala
Paano Piliin ang Tamang Machine para sa Iyong Operasyon
Itugma ang Wire Material at Gauge Range
Ang iba't ibang wet wire drawing machine ay idinisenyo para sa mga partikular na uri ng materyal, tulad ng tanso, aluminyo, o bakal, at mga partikular na hanay ng gauge. Ang pagpili ng machine na na-rate para sa eksaktong materyal at simula sa pagtatapos ng hanay ng diameter na kailangan para sa iyong mga produkto ay nagsisiguro ng pinakamainam na performance at binabawasan ang panganib ng labis na pagkasira ng die o pagkasira ng wire sa panahon ng produksyon.
Suriin ang Bilis at Kapasidad ng Produksyon
Malaki ang pagkakaiba ng mga kinakailangan sa bilis ng produksyon depende sa dami ng order at demand ng customer. Ang mga makinang mas mataas ang bilis ay nagpapataas ng throughput ngunit maaaring mangailangan ng mas sopistikadong mga coolant system at precision die alignment upang mapanatili ang kalidad sa mas mabilis na bilis ng linya, kaya mahalagang balansehin ang kakayahan ng bilis sa aktwal na mga pangangailangan sa produksyon at badyet ng operasyon.
Suriin ang Kapasidad ng Sistema ng Paglamig at Kalidad ng Pagsala
Dahil ang coolant system ay sentro sa wet drawing performance, ang pag-evaluate ng tank capacity, pump flow rate, at filtration efficiency ay mahalaga kapag naghahambing ng mga opsyon sa makina. Ang hindi sapat na kapasidad sa paglamig ay maaaring humantong sa mga isyu sa sobrang pag-init sa mas mataas na bilis ng produksyon, habang ang hindi sapat na pagsasala ay nagbibigay-daan sa mga debris na maipon at mapabilis ang pagkasira ng die sa paglipas ng panahon.
Mga Tip sa Pagpapanatili at Pagpapatakbo
Ang pare-parehong pagpapanatili ay nagpapanatili sa isang wet wire drawing machine na gumagana nang mahusay at nakakatulong na maiwasan ang magastos na hindi planadong downtime. Dapat isama ng mga operator ang mga nakagawiang pagsusuri sa kanilang regular na iskedyul ng produksyon upang maagang mahuli ang mga potensyal na isyu.
- Regular na subaybayan ang konsentrasyon ng coolant at mga antas ng pH, dahil ang mababang kalidad ng pampadulas ay direktang nakakaapekto sa pagtatapos ng ibabaw at pagkamatay.
- Pana-panahong suriin ang mga dies para sa pagkasira o pagkasira, agad na pinapalitan ang mga ito upang maiwasan ang mga hindi pagkakapare-pareho ng dimensyon sa natapos na wire
- Linisin at palitan ang mga filter ng coolant sa isang nakatakdang iskedyul upang maiwasan ang pag-ikot ng kontaminant sa system
- Suriin ang capstan alignment at mga setting ng tension para maiwasan ang hindi pantay na pagkakabalot ng wire o hindi kinakailangang diin sa wire habang nagdodrawing
Sa pamamagitan ng pag-unawa kung paano gumagana ang proseso ng wet drawing, pagpili ng mga kagamitan na tumutugma sa partikular na materyal at mga kinakailangan sa produksyon, at pagpapanatili ng mga coolant at die system nang tuluy-tuloy, makakamit ng mga manufacturer ang maaasahan at mataas na kalidad na produksyon ng wire habang pinapahaba ang operational lifespan ng kanilang wet wire drawing machine.












